MANUFACTURING
4 links: Forging link , Heat treatment, Grinding processing, Assembly.
01 / FORGING LINK
The forging link is an important link to ensure the reliability and life of the bearing. After the raw materials are forged, the blank of the bearing ring is formed. At the same time, the organizational structure of the raw material becomes denser and the flow linearity becomes better, which can improve the reliability and service life of the bearing. In addition, the quality of the forging process will directly affect the utilization rate of raw materials, thus affecting the production cost.
View More +
02 / HEAT TREATMENT LINK
The heat treatment link is the high temperature treatment of the bearing ring after forging and machining, which directly affects the uniformity of carburizing in bearing rings, can improve the wear resistance and hardness of the bearing, and is also an important link affecting the reliability and life of the bearing.
View More +
03 / GRINDING PROCESSING LINK
After heat treatment, the bearing ring also needs to be grinding, which is an important link to ensure the bearing accuracy. After grinding, the production process of bearing rings is basically completed.
Bearing inner and outer ring process flow:
bar -- forging -- turning -- heat treatment -- grinding -- super-finishing -- parts final inspection -- rust prevention storage
The main production equipment includes: Cold rolling machine, automatic ball bearing internal grinding machine, quenching line, annealing furnace, press, CNC lathe, bearing grinding machine, internal groove grinding machine, external groove grinding machine, high precision horizontal axis table surface grinding machine, CNC milling machine, center less grinding machine, high precision through grinding center less grinding machine, precision channel super lapping machine, internal surface CNC grinding machine, CNC reciprocating double end grinding machine, high temperature and high speed bearing testing machine, heat treatment Production line and quality testing equipment.View More +
04 / ASSEMBLY PROCESS
Rolling bearing parts such as inner ring, outer ring, rolling body and cage, etc., after passing the inspection, enter the assembly workshop for assembly, the process is as follows: Part demagnetization, cleaning → Inner and outer rolling < groove > size group selection → Closing sleeve → check clearance → riveting cage → Final inspection → Demagnetization, cleaning → Rust prevention, packaging → into finished product warehouse (packing, shipping ).
View More +




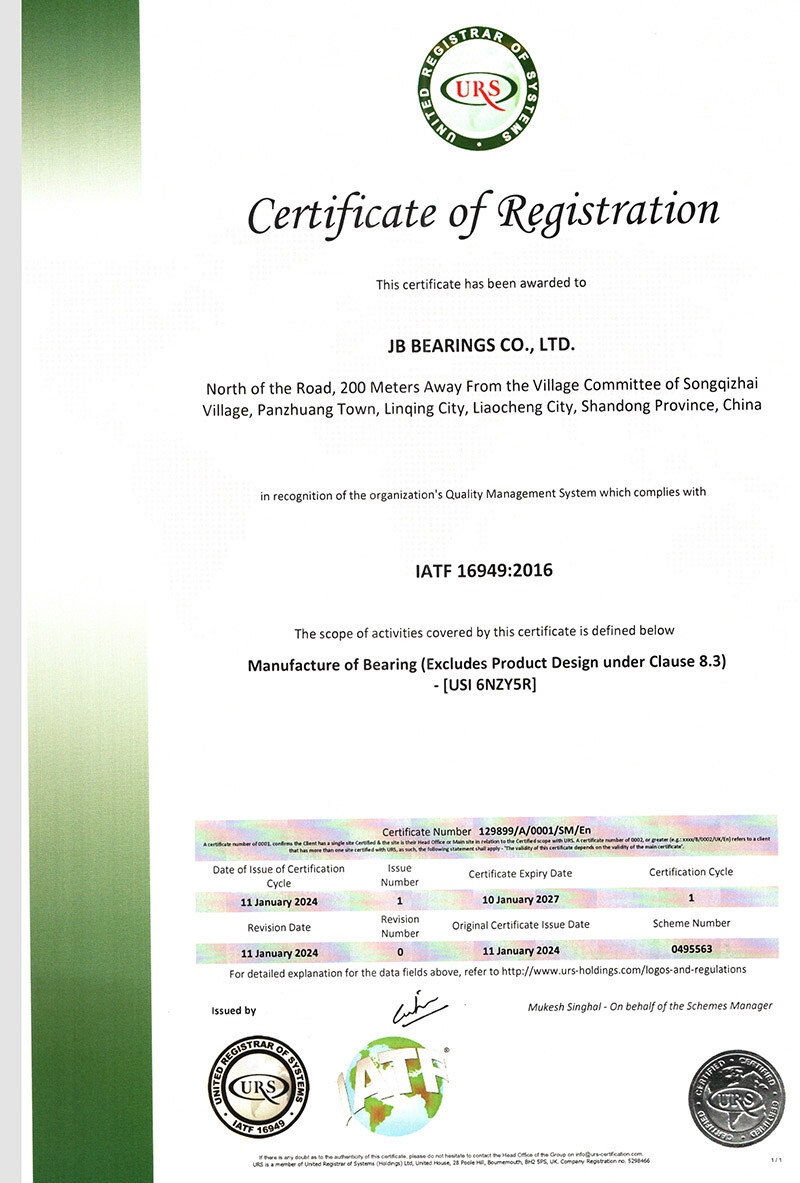
QUALITY MANAGEMENT SYSTEM
JB Bearings certifications :
ISO 9001 : 2015,
IATF 16949 : 2016,
EN ISO 12100 : 2010
We also owns certificate utility model patent certificate about
1.Agricultural machine roller grinding device
2.Bearing raceway super-finisher
3.Bearing inner ring rotation mechanism
4.Bearing flaw detection device




JB BEARINGS CO.,LTD.
With more than 40 years of deep cultivation in the agricultural and industrial fields, JB Bearings has grown into a leading high-end bearing supplier of agricultural and industrial equipment in China.Our products cover the global agricultural machinery industry, with more than 3,000 models and products in 52 countries and regions, and provide services for more than 500 OEM agricultural machinery and industrial equipment manufacturers around the world.
2900
Models & Products
0
Production Lines

0
Countries
400
OEM
OUR APPLICATIONS
Our products cover the global agricultural machinery industry, with more than 3,000 models and products in 52 countries and regions, and provide services for more than 500 OEM agricultural machinery and industrial equipment manufacturers around the world.

AGRICULTURE
The uptime of farm machinery is critical because unplanned downtime can ruin the planting or harvest season. Whether dirt, debris, extreme temperatures, corrosive chemicals or moisture, agricultural machinery is constantly exposed to a variety of harsh environments. JB agricultural bearings are a reliable choice for farmers.

INDUSTRIAL FAN
Bearings in industrial fans operate at high speeds and under relatively light radial loads. These bearings may also operate in extremely hot or cold conditions, or in locations where maintenance is not easy. Fan air is often used to transport materials. Over time, the material will stick to the impeller, causing an imbalance, and even reduce the normal operating time and service life of the fan. JB has developed a range of solutions for industrial fans and HVAC systems. These solutions increase cost effectiveness and enable trouble-free operation.

MATERIAL TRANSFER
Material transfer is an essential component of a business's success in manufacturing, processing, and transporting products to market. To do this effectively, businesses need systems that can maintain performance over time. Production must be kept running, and to ensure this, delivery systems and components need to do the same. Choosing JB Bearings can solve this problem.

NEW ENERGY
With the improvement of global awareness of environmental protection and the awareness of the shortcomings of traditional fuel vehicles, the market demand and development speed of new energy vehicles are growing. As one of the key components of new energy vehicles, bearings play an important role in the performance improvement and reliability assurance of new energy vehicles.
LATEST NEWS
We are willing to work hand in hand with people from all of the files to achieve a win-win situation and create a better life in future.
 2024-07-182024 Agrosalon Exhibition-Booth No. 8-Moscow, RussiaRead More +
2024-07-182024 Agrosalon Exhibition-Booth No. 8-Moscow, RussiaRead More + 2024-07-182024 EIMA Exhibition-Booth No. 35-C8-D6-Bologna, ItalyRead More +
2024-07-182024 EIMA Exhibition-Booth No. 35-C8-D6-Bologna, ItalyRead More + 2024-12-102024 CHINA INTERNATIONAL BEARING INDUSTRY EXHIBITIONRead More +
2024-12-102024 CHINA INTERNATIONAL BEARING INDUSTRY EXHIBITIONRead More + 2024-08-292024 China International Agricultural Machinery ExhibitionRead More +
2024-08-292024 China International Agricultural Machinery ExhibitionRead More +




LEAVE US A MESSAGE
If you have any questions, please fill out the form to contact us, and our customer service will reply to you within 24 hours!